
موزع تركيا:
Lakkim للكيماويات والورق المحدودة الأمراض المنقولة جنسيا
Parla Sengoz +90 (539) 658 5727
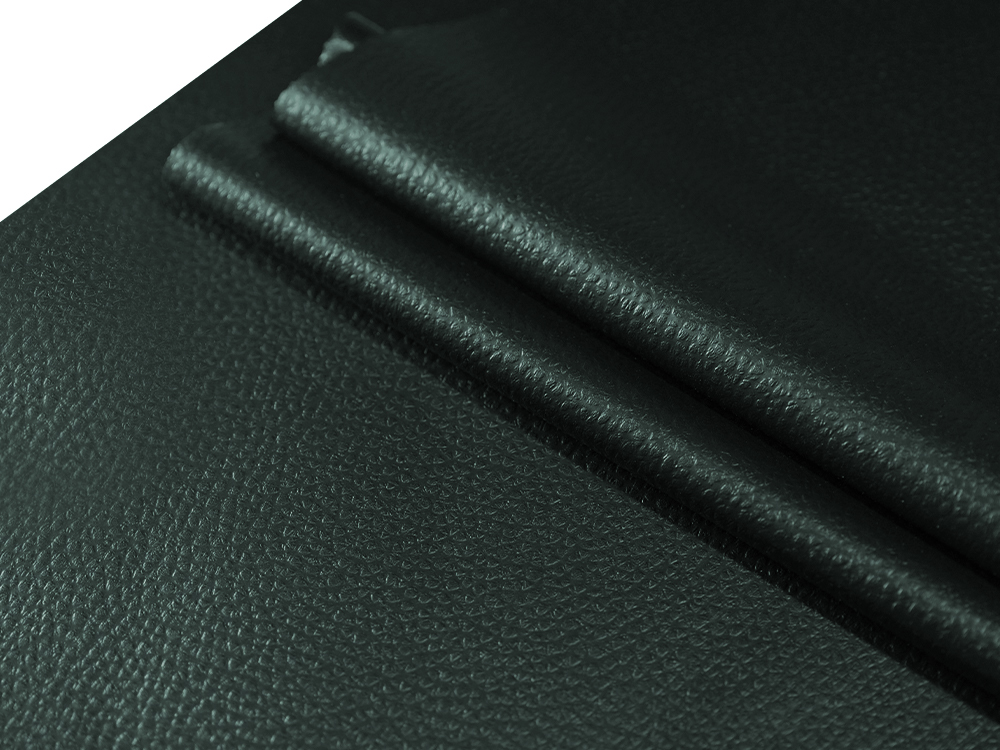
ورق تحرير الجلود الاصطناعية عبارة عن ركيزة حاملة مصممة خصيصًا تستخدم في عمليات الطلاء المباشر وطلاء النقل التي تصنع الجلود الاصطناعية (جلد PU، جلد PVC، وجلود الألياف الدقيقة). إنه بمثابة سطح دعم مؤقت يتم تطبيق راتنجات البولي يوريثين أو مركبات الطلاء الأخرى عليه، وتجفيفها، ثم نقلها إلى القماش أو القماش غير المنسوج. بمجرد اكتمال التصفيح، يتم تقشير ورق التحرير و- اعتمادًا على درجته - إما يتم التخلص منه أو إعادة استخدامه لعمليات الإنتاج اللاحقة.
سطح ورق التحرير ليس مجرد مادة غير لاصقة: إنه كذلك تنقش بدقة مع أنماط الملمس التي يتم نقلها بشكل دائم إلى سطح الجلد النهائي أثناء عملية الطلاء. وهذا يعني أن نمط الحبوب، ومستوى اللمعان، واللمسة النهائية الملموسة لمنتج الجلد الاصطناعي النهائي يتم تحديدها بالكامل من خلال ورق الإصدار المحدد. تنتج الورقة الناعمة سطحًا شديد اللمعان؛ ينتج الورق المنقوش ذو الحبيبات الدقيقة مظهرًا جلديًا طبيعيًا؛ نمط المسام العميقة يكرر جلد الأبقار كامل الحبوب أو الحبوب المصححة.
بالإضافة إلى نقل النسيج، يجب أن يعمل ورق التحرير بشكل موثوق عبر مجموعة من المتطلبات الصناعية: سلوك الأبعاد المستقر عند درجات حرارة فرن التجفيف المرتفعة (عادةً 120-160 درجة مئوية)، وقوة التقشير المتسقة طوال دورة التصفيح، والتوافق الكيميائي مع كل من أنظمة طلاء البولي يوريثان القائمة على المذيبات والتي تنقلها المياه.
يتطلب فهم الدور الوظيفي لورق الإصدار إلقاء نظرة سريعة على طريقتي التصنيع الرئيسيتين اللتين تدعمهما:
في النقل الجاف، تتم عملية الطلاء في الاتجاه المعاكس: يتم تطبيق الراتنج مباشرة على سطح ورق التحرير في طبقات متعددة - عادة طبقة سطحية، وطبقة رغوية، وطبقة لاصقة - يتم تجفيف كل منها بالتتابع في أفران ساخنة. يتم بعد ذلك ضغط الجزء الخلفي من القماش على الطبقة اللاصقة، ويتم ربطه تحت ضغط ودرجة حرارة يمكن التحكم فيهما، ويتم تجريد ورق التحرير بعد التبريد. يتم نسخ النسيج المنقوش من سطح ورق التحرير بدقة على الطبقة العليا من الجلد، مع دقة الأبعاد في نطاق ±2-5 ميكرون للأوراق عالية الجودة.
في عمليات التخثر الرطبة - الأكثر شيوعًا للمواد الأساسية المصنوعة من الألياف الدقيقة - تعمل ورقة التحرير في المقام الأول كمثبت للأبعاد وموفر لنسيج السطح أثناء مرحلتي حمام التشريب والتخثر. تعتبر متطلبات درجة الحرارة والمقاومة الكيميائية أكثر إلحاحًا في هذا التطبيق، حيث يتم تعريض الورق لمحلول DMF (ثنائي ميثيل فورماميد) أو محاليل التخثر المائية عند درجات حرارة مرتفعة لفترات طويلة.
وفي كلتا الطريقتين، تعد قوة التحرير (قوة التقشير بين طبقة الطلاء وسطح الورق) أمرًا بالغ الأهمية . قوة الإطلاق العالية جدًا تمزق أو تشوه سطح الجلد النهائي أثناء التجريد؛ يؤدي الانخفاض الشديد إلى الانفصال المبكر أثناء عملية الطلاء، مما يؤدي إلى حدوث عيوب في السطح. تم تصميم أوراق التحرير عالية الجودة لتوفير قوى تحرير متسقة في نطاق 0.05-0.3 نيوتن/سم حسب متطلبات التطبيق.
يتم تصنيف أوراق تحرير الجلود الاصطناعية على نطاق واسع حسب بناء المواد الأساسية والمعالجة السطحية. يقدم كل نوع مقايضات أداء مميزة من حيث المتانة ودقة الملمس والتكلفة لكل تشغيل:
| اكتب | المواد الأساسية | دورات إعادة الاستخدام النموذجية | أفضل ل |
|---|---|---|---|
| ورق تحرير كرافت للاستخدام مرة واحدة | طلاء سيليكون لب كرافت مبيض/غير مبيض | 1-3 أشواط | جلد PVC حساس للتكلفة، وتطبيقات PU الأساسية |
| ورق تحرير مطلي متعدد الاستخدام | ورق أساسي عالي الكثافة من البولي إيثيلين والسيليكون | 8-20 أشواط | جلد PU متوسط المدى وأثاث وديكورات داخلية للسيارات |
| ورق تحرير مقاوم للمذيبات | طبقة إطلاق من السيليكون من الدرجة الكيميائية المعززة | 15-30 جولة | جلد من الألياف الدقيقة بعملية رطبة من DMF |
| ورق تحرير عالي الحرارة | عامل تحرير مستقر حرارياً أو قاعدة متخصصة | 20-50 أشواط | خطوط إنتاج عالية السرعة، درجات حرارة الفرن فوق 150 درجة مئوية |
| ورق تحرير ذو نسيج منقوش | أي نمط سطحي أساسي أو منقوش بالليزر | يختلف حسب البناء | الأسطح المزخرفة، والجلود العصرية، وتزيين السيارات |
مجموعة فرعية مميزة جديرة بالملاحظة هي ورق تحرير ذو قوة رطبة ، تم تطويره خصيصًا لأنظمة طلاء البولي يوريثان المنقولة بالماء (الخالية من المذيبات) والتي زاد اعتمادها مع تشديد اللوائح البيئية في الصين وأوروبا وكوريا الجنوبية. تحافظ هذه الأوراق على ثبات الأبعاد وخصائص الإطلاق المتسقة عند تعرضها لتشتيت الطلاء المائي، وهو متطلب غالبًا ما تفشل الأوراق المصفحة بالبولي إيثيلين القياسية في الوفاء به بسبب تصفيح الحواف والتموج الناتج عن الرطوبة.
السطح المنقوش لورقة التحرير هو القالب المباشر لحبوب الجلد الصناعي. وبالتالي فإن تصميم النموذج وجودة النقش هما متغيران تصنيعيان لهما آثار تجارية مباشرة: ورق تحرير ذو أنماط حبيبية دقيقة ومحفورة بعمق يتيح للجلد الاصطناعي الحصول على أسعار متميزة عن طريق محاكاة جماليات الجلد الطبيعي عن كثب.
تتضمن أنماط الأسطح الشائعة المتوفرة في الكتالوجات التجارية القياسية ما يلي:
يتدهور عمق النمط وحدته على مدار عمليات التشغيل المتعاقبة ، وهذا هو سبب أهمية تقييمات دورة إعادة الاستخدام بشكل كبير بالنسبة للتطبيقات الحساسة للأنماط. قد تحافظ ورقة التحرير المُصنفة لمدة 20 مرة على PU العادي فقط على دقة الحبوب المقبولة لمدة 8-10 مرات عند إنتاج جلد التمساح المنقوش بعمق.
يجب على فرق المشتريات ومهندسي الإنتاج الذين يزودون ورقة الإصدار تقييم المعلمات التالية لمطابقة مواصفات المنتج مع متطلبات العملية:
عادةً ما يتراوح ورق تحرير الجلود الاصطناعية من 100 جم/م² إلى 200 جم/م² في الوزن الأساسي، مع الفرجار (سمك) 0.10-0.22 ملم. توفر الأوراق الأثقل والأكثر سمكًا ثباتًا أفضل للأبعاد على خطوط الطلاء عالية التوتر ولكنها أقل مرونة ويصعب التعامل معها على معدات اللف إلى اللفة ذات نصف قطر الانحناء الضيق.
يجب أن تظل قوة التحرير متسقة عبر عرض اللفة (توحيد الاتجاه المتقاطع) وعبر عمليات التشغيل المتعاقبة (قابلية التشغيل للتشغيل). يقدم الموردون ذوو السمعة الطيبة بيانات قوة الإطلاق المعتمدة التي يتم قياسها بطرق اختبار التقشير القياسية (عادةً تقشير 180 درجة عند 300 مم/دقيقة) ويحددون منحنى التحلل على عدد دورات إعادة الاستخدام المقدرة.
تعمل معظم أفران تجفيف الجلود الصناعية بدرجة حرارة تتراوح بين 120 درجة مئوية و160 درجة مئوية. يجب اختبار الأوراق واعتمادها للتعرض المستمر عند درجة حرارة الفرن المقصودة دون تجعيد أو انفصال أو انتقال السيليكون. تتطلب الخطوط عالية السرعة التي تعمل فوق 140 درجة مئوية أوراقًا خاصة؛ الدرجات التجارية القياسية غير مناسبة وسوف تفشل في غضون بضع جولات.
يجب معالجة طبقة تحرير السيليكون بالكامل لمنع انتقالها إلى سطح الجلد، مما يتسبب في فشل الالتصاق في التشطيب النهائي (الطباعة، والنقش، والتصفيح). يتم اختبار انتقال السيليكون من خلال قياس الطاقة السطحية (مستوى داين) - تشير الطاقة السطحية بعد التقشير التي تقل عن 30 ملي نيوتن/م على الجانب الجلدي إلى تلوث السيليكون وهي سبب للرفض.
تتراوح عروض اللفائف القياسية لخطوط إنتاج الجلود الاصطناعية من 1,280 ملم إلى 1,600 ملم. يجب التأكد من القطر الأساسي (3 بوصة أو 6 بوصة) والحد الأقصى لقطر اللفة وفقًا لمواصفات حامل الفك لضمان التوافق مع معدات الطلاء الآلية.
يعد تطبيق الاستخدام النهائي نقطة البداية الأكثر عملية لاختيار ورق الإصدار. تختلف متطلبات الجلود الخاصة بمقاعد السيارات اختلافًا كبيرًا عن تلك الخاصة بحقائب اليد الجلدية أو الأحذية الرياضية الجلدية:
ورق الإصدار حساس للظروف البيئية أثناء التخزين والمناولة. يعد التخزين غير السليم سببًا رئيسيًا لعيوب الإنتاج التي غالبًا ما تُنسب بشكل خاطئ إلى تركيبة الطلاء أو معلمات العملية. تتضمن متطلبات التعامل مع المفاتيح ما يلي:
العيب الأكثر شيوعًا الناتج عن فشل ورق التحرير هو تأليب "عين السمكة". — حفر دائرية صغيرة على سطح الجلد ناتجة عن التلوث البقعي بالسيليكون أو تغير موضعي في الطاقة السطحية على الورق. هذا العيب لا يمكن إصلاحه في المنتج النهائي ويؤدي إلى رفض الدفعة الكاملة. يجب أن تتضمن بروتوكولات مراقبة الجودة الواردة قياسًا فوريًا للطاقة السطحية في كل إيصال جديد



Lakkim للكيماويات والورق المحدودة الأمراض المنقولة جنسيا
Parla Sengoz +90 (539) 658 5727



حقوق الطبع والنشر © Anhui Honghuan New Material Technology Co., Ltd. Rights Reserved.
